İLE Kategori:
Araç üreticisine yardım etmek
Vernier aletlerin doğrulanması ve onarımı
Vernier aracı arızaları ve kontrolleri.
Sürmeli aletlerin okumaların doğruluğunun bozulmasına neden olan en tipik arızaları şunlardır: ölçüm yüzeylerinin aşınması ve çenelerin keskin uçlarının donukluğu; çubukların ve çerçevenin çalışma yüzeylerinin aşınması ve deformasyonu; ana çerçevenin eğriliği; vernier'in yanlış kurulumu; yayın gevşemesi; vida dişinin aşınması ve mikrometrik besleme somunu ve diğerleri. p Okuma değeri ve 0,05 mm olan sürmeli aletlerin okumaları, 2. doğruluk sınıfının (6. sınıf) uzunluk uç ölçüleri kullanılarak ve 0,1 mm okuma değerine sahip - 3. sınıfın uzunluk uç ölçüleri aracılığıyla kontrol edilir. .
Hareketli çenenin yanlış hizalanması nispeten hareketsizdir ve ayrıca bir mastar bloğu kullanılarak tespit edilir.
İki uç konumda bir sınır ölçüsü belirledikten sonra, okumalar alınır ve bunların farkıyla, hareketli çenenin eğrilmesinin neden olduğu ölçüm yüzeylerinin paralel olmama değeri yargılanır.
Ölçüm yüzeylerinin aşınması, çubuğun ölçeklerinin sıfır çizgileri ile sıkıca kaydırılmış çenelere sahip verniye arasındaki farkın değeri ile belirlenir. 0,02 ve 0,05 mm okuma değerine sahip sürmeli takımlar için, ölçüm yüzeyleri arasındaki boşluk 0,003 mm'yi geçmemelidir ve 0,1 mm - 0,006 mm okuma değerine sahip sürmeli takımlar için. İncirde. 79.6, mastar blokları ve kavisli bir cetvel kullanılarak, ölçüm yüzeyleri arasındaki boşluğun boyutunun gözle nasıl belirlenebileceğini gösterir.
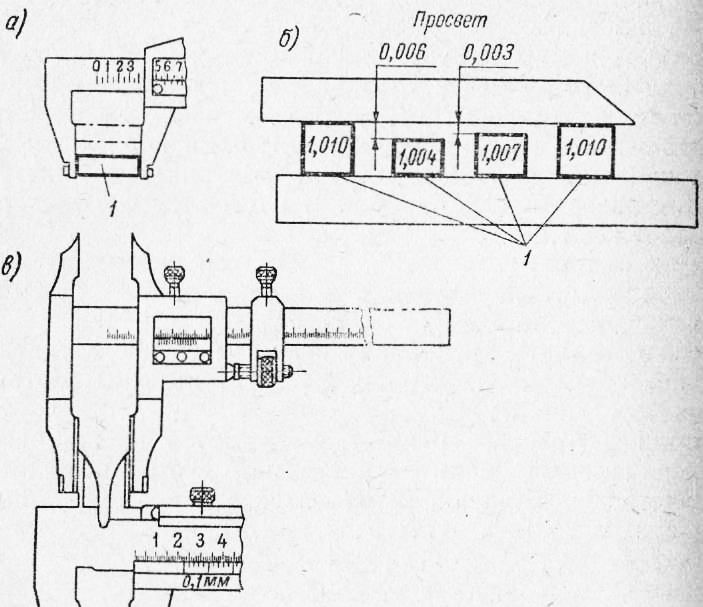
Pirinç. 1. Kaliperlerin kontrol edilmesi.
Süngerin çalışma yüzeylerinin iç ölçümler için aşınmasını kontrol etme şeması, Şek. 1, f.Dış ölçümler için çeneler arasına bir sınır ölçüsü yerleştirilir ve daha sonra başka bir sürmeli alet kullanılarak iç ölçümler için çeneler arasındaki mesafe kontrol edilir. Bu mesafe, mastar bloğunun boyutuna eşit olmalıdır.
Çubuk aşınması, parıltıya kavisli bir cetvel ile ayarlanır.
Kaliper aletlerinin tamiri. Verniye aletlerinin çalışma yüzeylerinin aşınması, çenelerin sonraki perdahlarıyla düzleştirilmesiyle ortadan kaldırılır. Çenelerin ölçüm yüzeylerindeki kusurlar da düzleştirme ile ortadan kaldırılır ve ölçeklerin sıfır çizgilerinin çakışması sağlanır. Düzleştirmeden sonra, pergelin bir mengeneye sabitlendiği düzlem paralel bindirmeli direklerin ölçüm yüzeylerinde ince ayar yapmaya başlarlar, vatka çeneler arasına yerleştirilir ve çerçeve çeneler temas edene kadar kaydırılır. kucak ile. Bu pozisyonda, Çerçeve bir kilitleme vidası ile sabitlenir ve pr-r çeneler arasında az bir çabayla hareket ettirilerek, yüzeyler düzlük, paralellik ve aynı boyuta kadar hem keskin hem de küt çenelerin yanından ince ayar yapılır. iki tarafın da çözümü sağlanır.
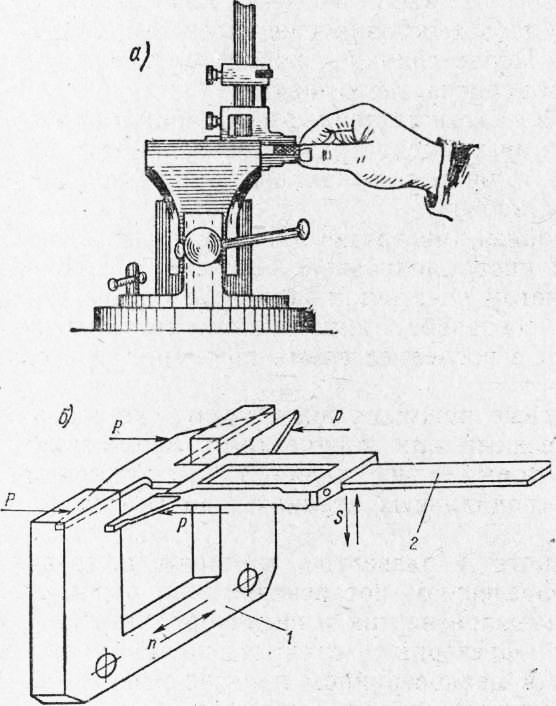
Pirinç. 2. Kaliperin ölçüm yüzeylerinin bitirilmesi.
Ölçüm yüzeylerinin düzlüğü kavisli bir cetvel ile kontrol edilir ve çerçeve çenelerinin çubuk çenelere paralelliği ve aralarındaki boyutlar uç ölçülerle kontrol edilirken, çeneler arasında ölçünün uygulanmaya başlandığı kuvvet şu olmalıdır: iki taraf için de aynı. Çenelerin ucundan değil, tüm düzlem boyunca yandan ve aynı zamanda hafifçe çevirerek bir mastar bloğu yerleştirerek, yüzeylerin paralellik derecesini belirleyebilirsiniz. Karo çenelerin uçlarından tutuluyorsa, tüm yüzey boyunca serbestçe dönüyorsa veya önünde bir boşluk varsa, çeneler paralel değildir.
Kör çenelerin dış yüzeyleri paralel hale getirilir. Çenelerin boyutu, onda biri (örneğin, 9,8 mm) olan bir tamsayı milimetre olmalıdır. Çeneleri bitirdikten sonra, verniye sıfır çubuk bölmeye ayarlanır. Bunu yapmak için çeneler, ölçüm düzlemleri birbirine değene ve hareketli çerçeve kenetlenene kadar hareket ettirilir. Daha sonra verniye, ilk ve son bölümler çakışana kadar hareket ettirilirken, ölçekleri çubuğun ilk ve karşılık gelen bölümleriyle tam olarak örtüşmelidir. Bu pozisyonda, vernier sabittir.
Çok sayıda kumpas tamir edilirken, ölçüm yüzeylerinin perdahlanması mekanize edilebilir. Mekanize hata ayıklama şeması Şek. 2, b. Mekanik finisaj sırasında karmaşık bir zikzak hareketi iki hareket sonucunda oluşur: 1. turun yatay ileri geri hareketi (i = 400 d.strok / dak ve 23 mm strok uzunluğunda) ve kaliperin dikey öteleme hareketi 2 (periyodik besleme hareketi 5 = 1, 5-3 m / d.stroke.lepping). Finisaj kalitesini sağlamak için her iki hareket de birbiriyle koordine edilmiştir. Kaliper, yalnızca tur hareket ettiğinde dikey hareket kazanır. Turun maksimum hızda yarım vuruşunda, sürmeli kumpasa küçük bir dikey besleme de iletilir. Tur yolunun hızının sıfır olduğu uç noktalarında, pergelin dikey beslemesi durur. Alıştırma basıncı P-2-3 kg/cm2 olmalıdır.
Kaliper çenelerinin mekanik finisajı için M20 mikro toz ile karikatürize edilmiş dökme demir vatkalar kullanılır.
Çene kırılması durumunda hafif kaliperlerin tamiri aşağıdaki sırayla gerçekleştirilir. Tuz banyosunda yapılan tatilden sonra süngerin aşınmış veya kırılmış ucu kesilir. Daha sonra, bacağın kalınlaşmış kısmında, genişliği süngerin kalınlığına eşit olan bir disk kesici ile bir yarık kesilir. Bacağın oluğuna yeni bir sünger boşluk yerleştirilir ve iki veya üç delik birlikte açılır, ardından her iki parça perçinlenir. Süngerler belirtilen ebatta eğelenir ve sertleştirilir. Temizledikten sonra ölçüm yüzeyleri ince ayar yapılır.
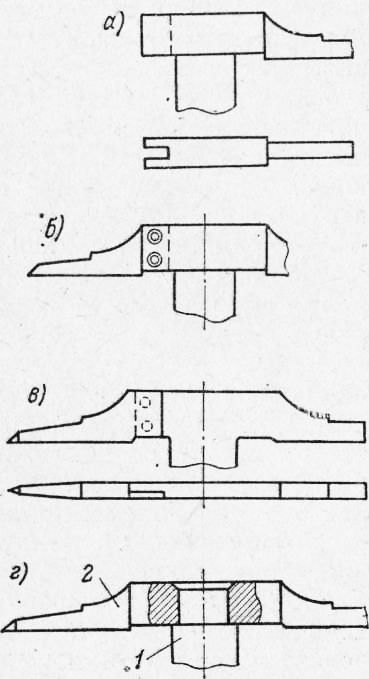
Pirinç. 3. Kaliperin onarımı.
Her iki çene de kırılırsa, üst bacağın tamamı yenisiyle değiştirilir. Bunu yapmak için perçinler nakavt edilir ve kırık bacak çubuktan çıkarılır. Yeni bir ayağın boşluğunda, çubuğun ucuna eşit şekil ve boyutta dikdörtgen bir pencere frezelenir ve kesilir. Daha sonra çubuğun üzerine bir ayak konur, konumunun çubuğun kenarlarına göre dikliği doğrulanır, başka yerlere delikler açılır ve ayak perçinlenir. Süngerler, konfigürasyonları ve boyutları çerçeve çenelerinin şekline uygun olacak şekilde kesilir ve ardından ayarlanır.
Çerçevenin kırık süngerleri, perçinleri çıkardıktan ve kullanılmayan süngeri çıkardıktan sonra, yerine yeni bir sünger boşluğu perçinlenir, dosyalanır, sertleştirilir ve bitirilir.
Kaliperlerin kırık çenelerini damgalı bir çubukla onarmak biraz daha zordur, çünkü tüm çubuk, çenelerle birlikte aynı kalınlığa sahiptir ve yeni bir çene yerleştirmek imkansızdır. Kaplama perçinleme her zaman yeterli bağ gücü sağlamaz. Kaynak kullanılabilir, ancak bomun üst kısmının tamamını yeni bir mil ile değiştirmek en iyisidir.
Bu amaçla, çenelerin tavlanmasından ve kesilmesinden sonra, cetvelin ucu, bacağın dayandığı cetvelin kenarlarında omuzlar oluşturulacak şekilde elle frezelenir veya kesilir. Bacağın çenelerinin ölçüm düzlemlerini doldururken, çerçevenin vernierinin sıfır bölümünün, vernierin de önemli bir yer değiştirmesi ile birlikte, cetvel üzerindeki ölçeğin sıfır bölümü ile kabaca çakıştığından emin olmak gerekir. ucunda çok fazla metalin çıkarılması gerekecek ve bu da onarımın kalitesini kötüleştirecektir.
Çubuğun deformasyonu, çalışma yüzeyinin eğriliği veya düzensiz aşınmasından kaynaklanabilir. Çubuğun eğriliği, üç dar pirinç ara parçası olan bir mengenede bükülerek doğrultularak ortadan kaldırılır.
Çubuğun eşit olmayan aşınması, alıştırma plakasına eğeleme ve alıştırma ile ortadan kaldırılır, düzlük eğri bir cetvel veya boyama yöntemi ile kontrol edilir. Ezikler ve çentikler kadife bir eğe, bir mihenk taşı ve yağlı ince bir zımpara kağıdı ile temizlenir.
Verniyenin cetvel ölçeği ile yanlış hizalanmasını ortadan kaldırmak için yeniden düzenlenir. Sürgülün ucu çerçeve penceresinin duvarına dayanıyorsa ve hareket ettirilemiyorsa eğelenir. Aynı zamanda, vidalar için delikler kesilir, ardından verniye yeniden düzenlenerek doğru konumda sabitlenir.
Diğer evrensel ölçü aletlerinin (gonyometreler, yükseklik ölçerler ve dikey göstergeli binometreler) onarımı, kumpasların onarımına benzer.
Derinlik mastarının ana kusurları, referans yüzeyinin düz olmaması, cetvelin referans düzlemine göre dik olmaması ve verniyenin yanlış montajı olabilir.
Gövdenin referans düzlemi ile cetvelin ucunun düzlüğünü sağlamak için plaka üzerinde bir araya getirilirler. Cetveli kavisli bir kare kullanarak gövde düzleminin üzerine uzattıktan sonra, referans düzlemine göre dikliğini kontrol edin.
Bir verniyenin onarımı, bir kumpasla aynı şekilde yapılır. Cetvel belirli bir boyuta ayarlandığında, ucu derinlik mastarı düzlemi ile hizalanır. Bu konumda, verniyerin sıfır bölümü, cetvel ölçeğinin sıfır bölümü ile veya mastar bloklarının yüksekliğine karşılık gelen bölme ile hizalanır, ardından sürme vidalarla sabitlenir.