Vernier için endikasyonların belirlenmesi
Kumpasın okumalarını belirlemek için ana ve yardımcı terazilerinin değerlerini eklemek gerekir.
- Tam milimetre sayısı, halter ölçeğinde soldan sağa sayılır. İşaretçi, sürmenin sıfır vuruşudur.
- Bir milimetrenin kesirlerini saymak için, ana ölçeğin vuruşlarından birine en yakın olan verniye vuruşunu bulmak gerekir. Bundan sonra, bulunan sürmeli vuruşun sıra sayısını (sıfırı saymadan) ölçeğinin bölünme fiyatı ile çarpmanız gerekir.
Ölçüm sonucu, iki değerin toplamına eşittir: tam milimetre sayısı ve bir mm'nin kesirleri. Sürgülün sıfır vuruşu, ana ölçeğin vuruşlarından biriyle tam olarak çakışırsa, elde edilen boyut bir tamsayı olarak ifade edilir.
Yukarıdaki şekil ShTs-1 kumpasın okumalarını göstermektedir. İlk durumda, bunlar: 3 + 0,3 = 3,3 mm ve ikincisinde - 36 + 0,8 = 36,8 mm.
0,05 mm dereceli alet ölçeği aşağıda gösterilmiştir. Örnek olarak iki farklı gösterge verilmiştir. Birincisi 6 mm + 0,45 mm = 6,45 mm, ikincisi 1 mm + 0,65 mm = 1,65 mm'dir.
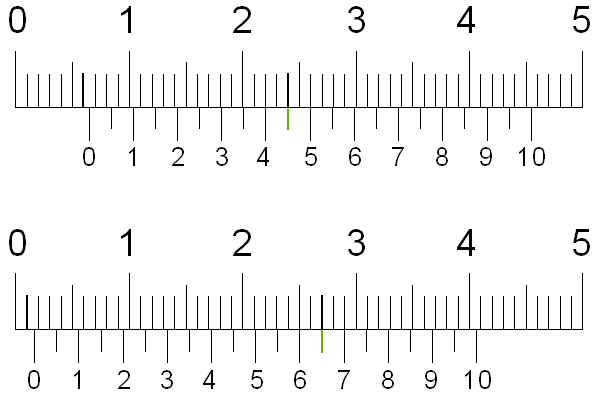
İlk örneğe benzer şekilde, birbirine tam olarak uyan sürmeli ve halter vuruşlarını bulmanız gerekiyor. Şekilde sırasıyla yeşil ve siyah olarak vurgulanmıştır.
Mekanik kumpas cihazı
Derinlik mastarlı çift taraflı kumpas cihazı şekilde gösterilmiştir. Bu aletin ölçüm aralığı 0-150 mm'dir. Hem dış hem de iç boyutları, deliklerin derinliğini 0,05 mm hassasiyetle ölçmek için kullanılabilir.
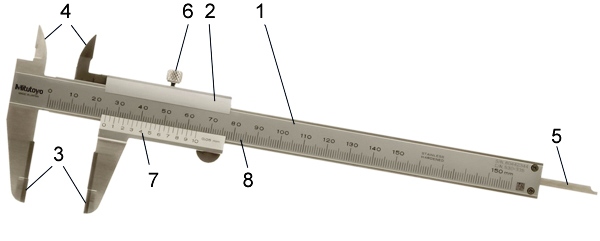
Ana unsurlar
- Halter.
- Çerçeve.
- Dış ölçümler için süngerler.
- İç çeneler.
- Derinlik ölçer cetveli.
- Çerçeveyi sabitlemek için kilitleme vidası.
- Vernier ölçeği. Milimetre kesirlerini saymaya yarar.
- Halter ölçeği.
İç ölçümler için çeneler 4 bıçak benzeri bir şekle sahiptir. Bu sayede delik boyutu ek hesaplamalar yapılmadan skaladan belirlenir. Kaliper çeneleri, ShTs-2 cihazında olduğu gibi kademeli ise, oluk ve delikler ölçülürken, elde edilen okumalara toplam kalınlıkları eklenmelidir.
Sürmeli okumanın değeri, farklı cihaz modelleri için farklılık gösterebilir. Bu nedenle, örneğin, ShTs-1'de 0,1 mm'dir, ShTs-II'de 0,05 veya 0,1 mm'dir ve vernier okuması 0,02 mm olan aletlerin doğruluğu mikrometrelerin doğruluğuna yaklaşır. Kaliper cihazındaki yapısal farklılıklar, hareketli bir çerçeve, ölçüm aralıkları şeklinde ifade edilebilir, örneğin: 0–125 mm, 0–500 mm, 500–1600 mm, 800–2000 mm, vb. Ölçümlerin doğruluğu çeşitli faktörlere bağlıdır: sürmeli okumanın değeri, çalışma becerileri, cihazın iyi durumu.
Ölçüm prosedürü, servis verilebilirlik kontrolü
Çalışmadan önce kumpasın teknik durumunu kontrol edin ve gerekirse ayarlayın. Cihazın eğri dudakları varsa, kullanılmamalıdır. Ayrıca çalışma yüzeylerinde çentikler, korozyon ve çiziklere izin verilmez. Çubuğun uçlarının ve derinlik mastarının birleşik çenelerle çakışması gerekir. Alet ölçeği temiz ve okunaklı olmalıdır.
Ölçüm
- Kaliperin çeneleri, boşluklar ve bozulmalar olmadan, az bir çabayla parçaya sıkıca bastırılır.
- Silindirin dış çapının (mil, cıvata vb.) değerini belirlerken, çerçeve düzleminin eksenine dik olduğundan emin olun.
- Silindirik delikler ölçülürken, kumpasın çeneleri, ölçekteki maksimum okumalar tarafından yönlendirilebilen, taban tabana zıt noktalara yerleştirilir. Bu durumda çerçevenin düzlemi deliğin ekseninden geçmelidir, yani. bir kiriş boyunca veya eksene göre bir açıyla ölçüm yapılmasına izin verilmez.
- Deliğin derinliğini ölçmek için çubuk, parçanın yüzeyine dik olan kenarına monte edilir. Derinlik ölçer cetveli, hareketli bir çerçeve kullanılarak sonuna kadar aşağıya itilir.
- Ortaya çıkan boyut bir kilitleme vidası ile sabitlenir ve okumalar belirlenir.
Bir pergel ile çalışarak çerçevenin düzgünlüğünü izlerler. Kilitleme vidası tarafından düzenlenen orta derecede bir çaba ile sarsılmadan hareket ederken, çubuğa sallanmadan sıkıca oturmalıdır. Çeneler hizalandığında, sürmenin sıfır vuruşunun çubuğun sıfır vuruşuyla çakışması gerekir. Aksi takdirde, verniyerin çerçeveye sabitlenen vidalarını gevşetmeleri, vuruşları hizalamaları ve vidaları yeniden sıkmaları için yeniden takılması gerekir.